Do you have occasional (or regular) problems with machinery which you believe could be a result of your air compressor supply?
Hopefully not, but periodically we have customers calling us seeking assistance with what they believe could be a compressed air supply problem. Symptoms can be a machine with unreliable performance or perhaps shutting down due to low pressure from a sensor.
Aside from verifying the fault is real, the primary question everyone should ask is: what is the root cause?
In terms of compressed air, this generally means asking “is it a compressed air distribution problem or is it a compressed air supply problem?”
PRESSURE GAUGE
If you are having problems that may be related to compressed air, then your go-to tool is the pressure gauge. It is essential to have a reliable and readily visible pressure gauge at the supply point of the machine to allow you to fault-find effectively. If the gauge is always in view, the supply pressure can be regularly monitored and if there is a machine problem the pressure can be observed immediately. If you find you do have low pressure at the machine at the same time you are experiencing a problem then yes, maybe your compressed air could be a contributor. As a nominal figure, most pneumatics are designed to work at a minimum pressure of around 6bar, so if you are significantly lower than this, then problems are more likely.
Now that you’ve verified there is a real compressed air problem, the next step is to determine the root cause for the low pressure – is it a distribution or supply issue?
DISTRIBUTION
What we are referring to here is an excessive pressure drop between the air compressor station and the point of use.
The simplest way to begin to verify if you have a big pressure drop is the go-to tool – the pressure gauge. Spend some time in front of the compressor (and receiver) and get familiar with the pressure range that the air compressor works at, then compare it with what you measure in the factory.
If at all possible, use the same hand-held pressure gauge – this will eliminate differences between gauges. Ideally, your pressure drop between the compressor and machine should be less than 0.5bar (7psi). If you’re significantly above this then you need to find the cause – it might be time to call in some assistance at that point (that’s us!).
One very important point to remember, the pressure drop is related to the flow rate in the pipe. If you have no or little flow then there will be no pressure drop, but as your flow increases so does the pressure drop. So it is critical you measure the pressure drop under normal operating conditions.
Now let’s consider supply.
SUPPLY
Essentially what we’re asking here is are you running out of compressor capacity? To determine this you generally have to spend a little time at your compressor or compressors and observe what is happening. Before you start though, you need to know what sort of control system your compressor uses – the three main possibilities are: load/unload, variable speed or modulating control.
Load/Unload:
This style of compressor will cycle between two pressures, coming onload at one pressure and pumping the system up to a higher pressure, where it unloads. If your compressor is loading and unloading regularly then that tells you there is some spare capacity.
If you actually time the compressors load and unload times and work out the percentage of time on load then by default you know the spare capacity i.e. if you determine the compressor is on load 80% of the time, then you know you have 20% spare capacity. Click here to download a generic timing & calculation sheet we have developed – it is actually for leak calculations but you can equally use it for duty cycle calculations.
By giving us your compressor details we can tailor a calculation sheet specifically for your compressor – get in touch with us here. If you observe this compressor not coming off load for long periods and the pressure is not increasing (or periodically decreasing), this indicates it may be at the limit of its output i.e. you are using all the air it can make.
Variable speed:
When you stand next to this type of compressor you will generally hear the unit speeding up and slowing down. If your system is set up well, this type of compressor usually maintains a relatively stable pressure.
If the unit is unable to maintain that pressure – or more particularly the pressure is dropping below the usual set point, then this is a good indicator the unit may be hitting full capacity but still not keeping up.
Modulating control:
This style of compressor is a little less common now (and it can be very inefficient), but essentially it throttles the air intake to vary the compressor output. It can be difficult to confirm if a compressor is modulating control but again, if you know the normal pressure range it runs at and then observe the system pressure falling consistently below this, it is a strong indicator that the compressor may be at the limit of its output.
To summarise the issue of supply, if you find the compressor is operating flat out and its discharge pressure is falling low at the same time you are having machine problems, there’s a high possibility you have a supply (capacity) problem. Note that compressors can recover quite quickly – if there’s a fault at a machine and it then stops, by the time someone gets to the compressor to see what it’s doing it may well have recovered and be back up to pressure.
I’ll also point out here that although a compressor running flat out and not keeping up suggests a supply problem, it isn’t always the true picture – it may be there is a substantial leak or unusual demand (e.g: stuck valve).
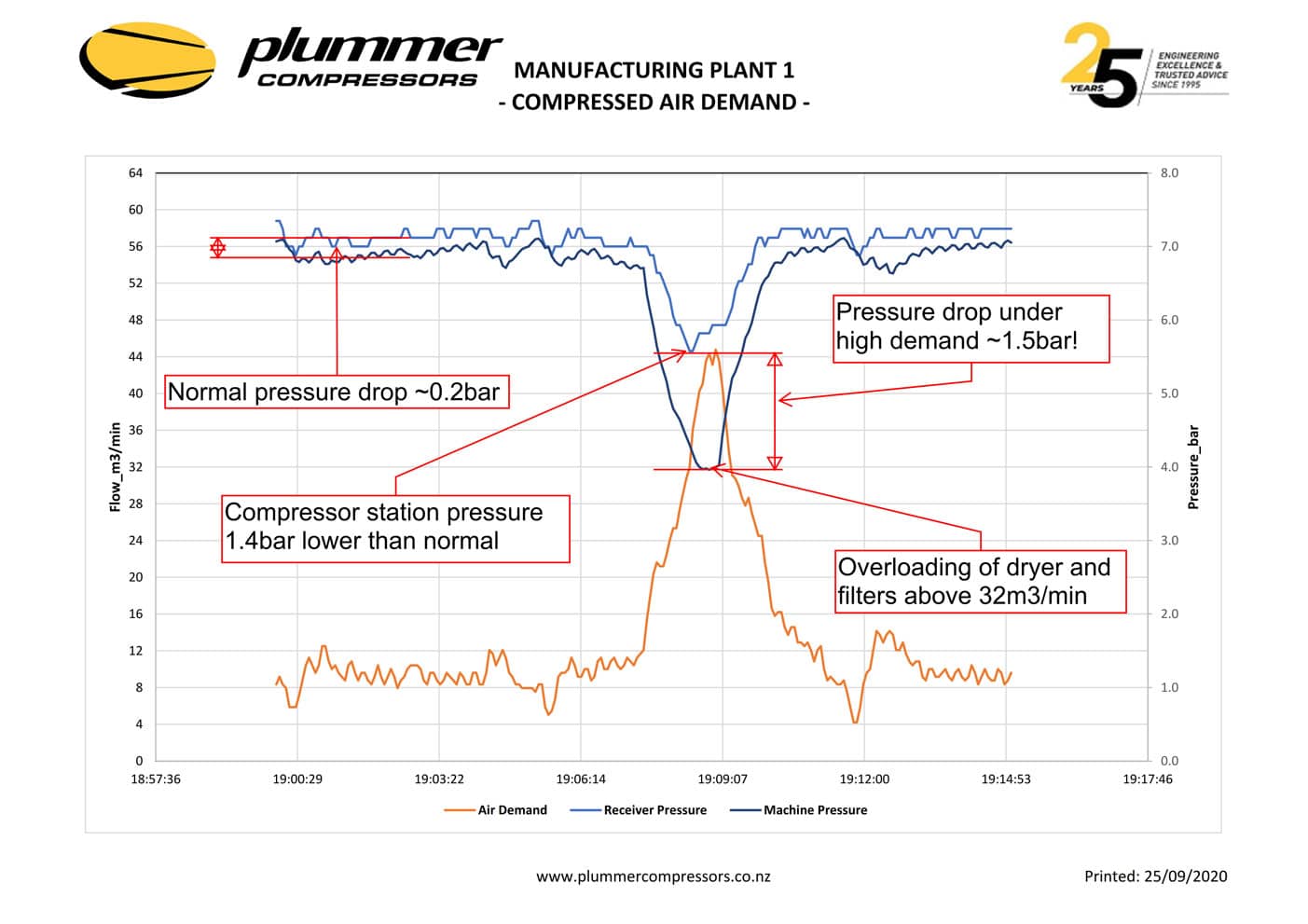
To see the full picture when it looks like many issues could be a factor, carrying out real-time logging of pressures – both at the compressor and in the factory – can be the best way to determine conclusively what is happening and therefore ensure you implement the right solution.
We have a selection of pressure and compressor logging equipment, so are well resourced to help you determine what is really happening.
Please talk to us and we’ll gladly work with you to plot the way forward to a plant free from compressed air problems.